MASTER 自适应系统是基于参考焊接示教原理,针对钢电阻焊而开发的自适应焊接控制系统。 在设置参考焊接示教的过程中,采用恒流(CCC)控制模式;在不受外界干扰的情况下, 通过选择最佳的焊接时间、焊接电流和焊接压力得到焊接质量良好的焊点, 并记录保存参考焊接过程中的焊接电流、电压。当控制模式切换到自适应控制后,焊接参数会由控制器根据所储存的 MASTER 参考焊接数据而控制并调整。
这些控制过程必须要有可快速响应的焊接电源,所以响应时间为10ms或20ms的晶闸管控制器无法满足要求, 响应时间为1ms的1000 Hz的中频逆变器可满足此要求。
MASTER 自适应控制为了补偿干扰因素:
MASTER 自适应焊接控制系统是通过增加(或减少)电流密度和延长(或缩短)焊接时间来补偿各种影响, 可以对焊接时间的延长设限制,焊接飞溅可以通过发出相应的状态信息来监控。
由于每个焊点的焊接过程都经过自适应焊接控制系统的调整控制,使焊点强度在很大范围内得到保证。
AutonomousMASTER 自适应系统开启了一种革新的自适应焊接控制方法, 该方法不需要设置焊接参数。这意味着:
MicroMASTER 是适用于微小型零件焊接的自适应焊接控制系统。
微小型零件焊接应用中有以下所熟知的问题:
被焊接的零部件,通常厚度都在毫米极,在熔合过程中可能只有一个非常狭窄的可接受公差带,
否则焊接接头将因焊接不足或过度焊接而失效。找到了最佳的焊接参数后,
由于各种影响,如零件公差、电极冷却温度变化、定位不精准或电极脏污,使得这些参数通常也只在短时间内有效。
随之而来的后果是焊接质量问题及其制造成本上升。
MicroMASTER 微电阻焊适应系统,通过控制焊接电极以微米级的精度达到目标的电极侵入量 (焊接熔深值),来解决这些问题;该控制系统操作简单,工作原理如下:
LSK 系列的高精度焊接机头及其集成的高分辨率位移测量系统, 可完美实现这种精密电阻焊自适应控制系统的运行。
示例:
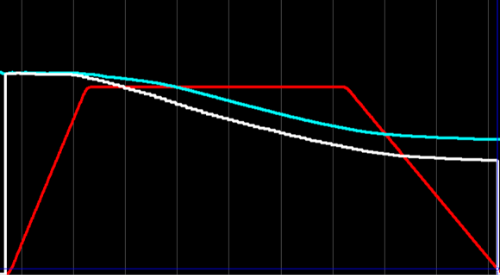
| 红色: | 电流 |
| 蓝色: | 实际焊接熔深 |
| 白色: | 参考焊接熔深 |
| 偏差: | 112 µm |
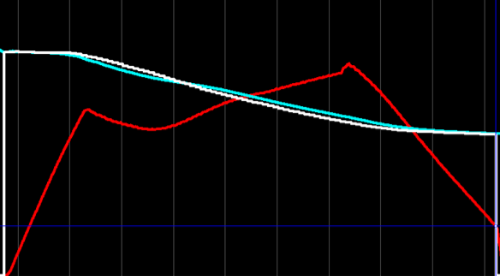
| 红色: | 电流 |
| 蓝色: | 实际焊接熔深 |
| 白色: | 参考焊接熔深 |
| 偏差: | 3 µm |
销售、服务与培训 我们很高兴为您提供最适合的焊接工艺的解决方案,以及服务和培训。 详情 >>> |
