Das Stahlschweißen in Form des Widerstandspunktschweißverfahren findet
große Anwendungstiefe insbesondere im Bereich des Automobilbaus. Hierfür bieten wir
hochprofessionelles Equipment welches in der Serienproduktion für ein bestmögliches Ergebnis
sorgt. Für legierten oder unlegierten Stahl.
Folgende Eigenschaften zeichnen unsere Produkte dabei aus:
Mit der Kombination aus
bietet Matuschek ein Gesamtpaket zum automatisierten Stahlschweißen, welches die Umsetzung all dieser Anforderungen nicht nur verspricht, sondern auch sicher umsetzt!
Denn nur wenn sich diese Anforderungen sicher umsetzen lassen, ergeben sich Einsparungen über den Produktionszyklus, welche den Mehrinvest zu Beginn um ein Vielfaches übersteigen. Rechnen Sie selbst. Wir freuen uns, Ihnen beim Sparen zu helfen.
Der verstärkte Einsatz von hochfesten Stählen in der Automobilindustrie stellt ein großes Problem beim Blechschweißen dar. Die Unterschiede im Rücksprungverhalten und das durch die Kaltverformung verursachte Aushärten der Bleche resultieren in größeren Passungsungenauigkeiten und damit in größeren Blechaufsprüngen, die auch noch von Bauteil zu Bauteil und selbst innerhalb eines Bauteils unterschiedlich und somit nicht vorher bestimmbar sind. Da diese Blechaufsprünge in den meisten Fällen nicht durch Fixieren mittels Klammern und Niederhaltern o.ä. kompensiert werden können, muss die Schweißzange die nötige Kraft hierfür bereitstellen.

Ohne eine adaptive Schweißstromregelung, ist die Kompensation der Störung "Blechaufsprung" nur durch eine außerordentliche Erhöhung der Zangenkraft für alle Schweißpunkte zu bewerkstelligen. Dann werden allerdings Schweißpunkte an den Stellen, an denen kein Blechaufsprung vorhanden ist, wegen der hierfür zu hoch eingestellten Elektrodenkraft im Durchmesser zu klein. Statt der grundsätzlichen Erhöhung der Elektrodenkraft ist daher der Einsatz einer adaptiven Stromregelung (Anpassung von Schweißstrom und -zeit) die bessere Lösung für dieses Problem.
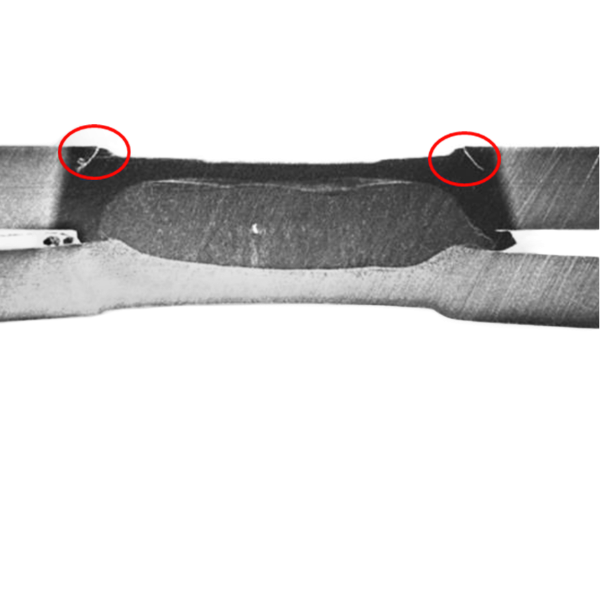
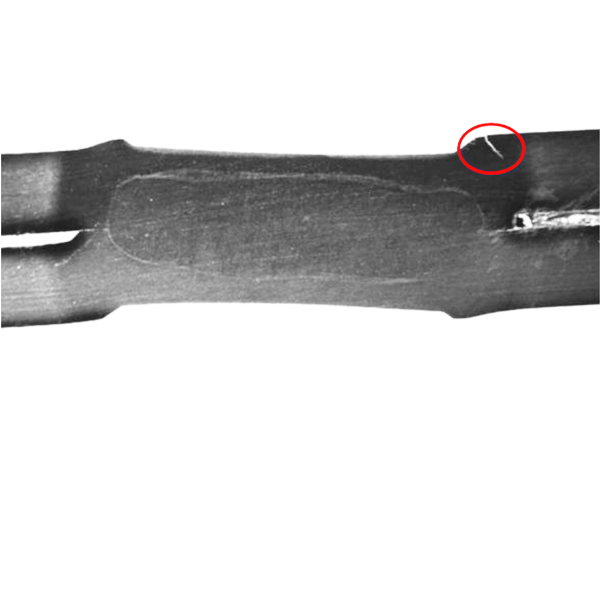
Das Thema Flüssigmetallversprödung ist derzeit wieder ein hochaktuelles Thema beim Schweißen von Stahl. Nach der reduzierten Verwendung von TRIP Stählen aus dem Karosseriebau, die sich durch starke Variationen im Rücksprungverhalten nach Umformen auszeichneten und aus diesem Grunde zu schlechten Passungen neigten, und daher stark von Flüssigmetallversprödung betroffen waren, sind es seit einiger Zeit hochlegierte und ultrahochfeste verzinkte Stahlsorten mit Streckgrenzen > 1 000 N/mm², bei denen das Thema Flüssigmetallversprödung wieder ins Rampenlicht rückt.
Aufgrund der hohen Festigkeiten führen die üblichen in der Serienfertigung bekannten Störgrößen, wie z.B. Blechaufsprung durch schlechte Passungen und Schiefstellung der Elektroden zum Blech zu erhöhtem Stress auf den Blechoberflächen bei gleichzeitiger thermischer Belastung.
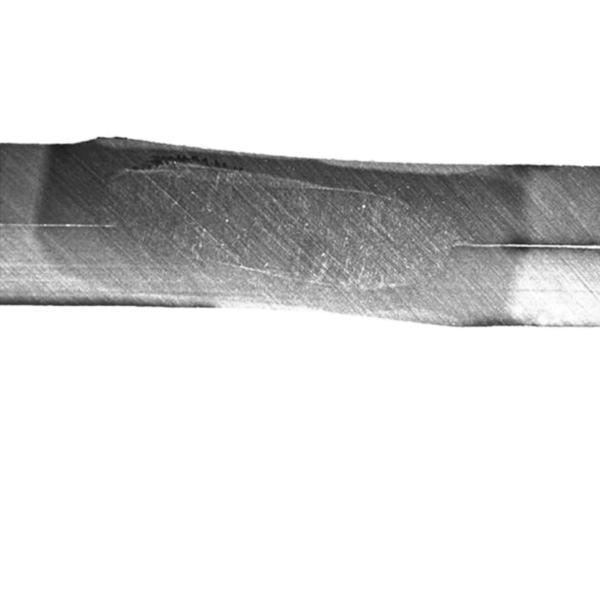
Minutiöse Sorgfalt in der Umformung, Anlagenplanung und Vorrichtungs- und Spanntechnik sind die bislang bekannten Wege, die Rissbildungen durch Flüssigmetallversprödung des Stahls zu reduzieren.
Die seit mehr als 10 Jahren bewährte ServoSPATZ Technologie (kombinierte Steuerung des Schweißstroms und Ansteuerung der Elektrodenachsen in einem Gerät (Kombisteuerung)) konnte um die NC Technologie, adaptives Regelverfahren ServoMASTER und NUGGETIndex NC®, erweitert werden. Dadurch werden Rissbildungen deutlich reduziert bzw. komplett vermieden.
|
TECHNOLOGIESTEUERUNGEN Hier finden Sie die Produktlösungen im Stahlschweißbereich der SPATZ+ Serie. |
|
|
BERATUNG, VERKAUF UND SCHULUNG Wir beraten Sie gern bei der Auswahl passender Lösungen für Ihre individuellen Schweißaufgaben und informieren Sie über unser Schulungsportfolio. |

Matuschek Meßtechnik GmbH
Werner-Heisenberg-Str. 14
52477 Alsdorf
Deutschland