Besonders im Karosserie und Fahrzeugbau hat sich das Widerstandspunktschweißen zum Verbinden von dicken und dünnen Blechen durchgesetzt. Es zeichnet sich durch hohe Produktivität und Industrietauglichkeit aus. Dabei ist Schweißpunkt nicht gleich Schweißpunkt. Die Qualität der Verbindung ist direkt durch das zu Grunde liegende Regelverfahren beeinflusst.
Im Vergleich zu einer herkömmlichen Konstant Strom Regelung (KSR) bietet eine adaptive Schweißregelung nennenswerte Vorteile. Hierzu zählen vor allen Dingen die Eigenschaft Störgrößen/-einflüsse wie bspw. Nebenschlüsse oder Blechdickenänderungen (auf Grund von Fertigungstoleranzen) auszuregeln. Hierdurch liefern diese Verfahren insbesondere im industriellen Umfeld eine zuverlässig hohe Produktionsqualität. Die von der Firma Matuschek erstmals in den 90er Jahren entwickelten und eingesetzten Verfahren wurden stetig weiterentwickelt und sind bis heute weltweit die Referenz.
MASTER ist ein adaptives Schweißregelungsverfahren, das für den Bereich des Stahlschweißens entwickelt wurde und auf dem Prinzip der Referenzschweißung basiert. Während der Referenzschweißung wird der Schweißstrom konstant auf den eingestellten KSR-Wert geregelt.
Ohne Störeinflüsse wird bei optimaler Wahl von Schweißzeit, Schweißstrom und Elektrodenkraft eine gute Schweißverbindung erreicht. Die während dieser Schweißung gemessenen Daten von Schweißstrom und Elektrodenspannung werden abgespeichert. Nach Umschalten auf die Betriebsart Regeln werden alle folgenden Schweißungen nach den gespeicherten MASTER-Referenzdaten der guten Schweißung geregelt.
Diese Regelungsvorgänge setzen notwendigerweise schnelle Schweißstromquellen voraus. Mittelfrequenz-Inverter mit einer Reaktionszeit von 1 Millisekunde - bei 1 000 Hz Inverterfrequenz - erfüllen diese Voraussetzung. Thyristorsteller mit einer Reaktionszeit von 10 bzw. 20 Millisekunden sind für die adaptive MASTER Regelung zu langsam.
Die adaptive MASTER Regelung ist sensitiv für:
Das MASTER Regelverfahren gleicht die verschiedenen Einflüsse durch Erhöhung (bzw. Verringerung) der Stromstärke und Verlängerung (bzw. Verkürzung) der Schweißzeit aus. Die Schweißzeitverlängerung kann begrenzt werden. Die Überwachung von Schweißspritzern erfolgt durch Ausgabe einer entsprechenden Statusmeldung.
Durch die optimale Anpassung auf jeden einzelnen Schweißpunkt wird in weiten Bereichen die geforderte Festigkeit der Schweißverbindung garantiert.
AluMASTER ist ein adaptives Schweißregelungsverfahren für den Bereich des Aluminiumschweißens, das folgende Prozessstörungen / -variationen kompensiert:
Der AutonomousMASTER stellt als adaptives Schweißregelverfahren für den Bereich Stahlschweißanwendungen eine neue Dimension dar. Bei diesem Verfahren sind keinerlei Parametrierungen oder Voreinstellungen für den Schweißpunkt notwendig. Das bedeutet:
Der MicroMASTER ist ein adaptives Schweißregelungsverfahren für den Bereich Kleinteilschweißen.
Folgendes Problem ist in vielen Kleinteilschweißaufgaben
bekannt:
Die zu verschweißenden Bauteile, oft nur Millimeter dick, dürfen beim Verschmelzen nur in
einem sehr engen Toleranzband einsinken, denn sonst halten sie nicht, da sie nicht
ausreichend, oder zu stark geschweißt (durchgeschweißt) wurden. Hat man Parameter für eine
optimale Verschweißung gefunden, gelten diese für folgende Schweißungen auf Grund
verschiedenster Einflüsse wie Bauteiltoleranzen, Elektrodenkühltemperaturvarianzen,
Positionierungenauigkeiten oder verschmutzten Elektroden oft nur kurzzeitig. Qualitätsprobleme
und deren kostspielige Auswirkungen sind die Folge.
Der MicroMASTER löst dieses Problem indem er per Schweißtrajektorie mikrometergenau in die Zielposition schweißt. Das Prinzip ist einfach zu bedienen und funktioniert wie folgt:
Prädestiniert für diesen Regelprozess sind die Linear-Feinschweißköpfe der Serie LSK mit ihrem integrierten hochauflösenden Wegmesssystem.
Beispiel:
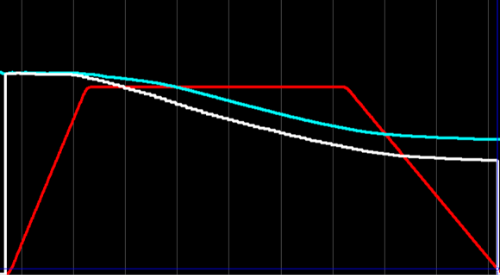
| Rot: | Strom |
| Blau: | aktueller Einsinkweg |
| Weiß: | Referenz Einsinkweg |
| Differenz: | 112 µm |
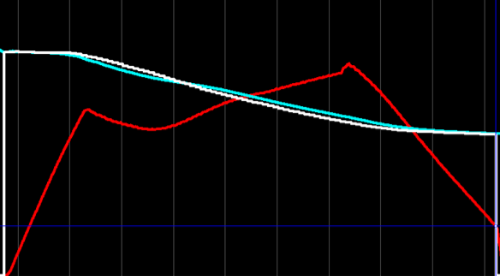
| Rot: | Strom |
| Blau: | aktueller Einsinkweg |
| Weiß: | Referenz Einsinkweg |
| Differenz: | 3 µm |
Für jede Schweißung zeichnet die SPATZ+ Schweißsteuerung die Kurven für alle elektrischen und mechanischen Signale auf. Diese Daten werden analysiert und auf einen einzigen Wert, den NUGGETIndex zusammengefasst. Dieser Qualitäts-Parameter liefert die Korrelation zum Punktdurchmesser eines jeden Schweißpunktes!
Während der MASTER-Setups werden die Grenzwerte des NUGGETIndex automatisch berechnet. Der NUGGETIndex, als 100 % inline NDT-System in der Produktion, erfordert deshalb keine statistischen Daten. Dies hilft, kostenintensive zerstörende Prüfungen drastisch zu reduzieren.

Das Widerstandspunktschweißen ist ein Fügeverfahren zur Verbindung von Blechen und unterschiedlichsten Metallen. Es wird vorzugsweise im Karosserie und Fahrzeugbau sowie in der blechverarbeitenden Fertigung eingesetzt. Es zeichnet sich durch hohe Produktivität und Industrietauglichkeit aus.
Das Verfahren beruht auf der Erwärmung der Metalle auf Grund ihres spezifischen Widerstands bei Stromfluss und ist daher ein Unterverfahren des Widerstandsschweißen. Es kommt ohne die Verwendung eines Zusatzwerkstoff oder Sicherheitsgas aus.
Unter der Verwendung von Schweißzangen wird zum Verbinden von Bauteilen eine Kraft (Presskraft) auf die Werkstücke ausgeübt. Nachdem die Zangenkraft aufgebaut ist und die Bauteile zusammengepresst werden, entsteht durch das Einprägen eines elektrischen Stromes die sog. Schweißwärme.
Diese Wärme verteilt sich in der Fläche. Die kontinuierlicher Einprägung von Strom resultiert in steigender Temperatur. Schließlich schmelzen die zu verbindenden Materialien was zur Verbindung der Metalle führt.
Die entstehende Form der Schweißlinse ist stark abhängig von der Einstellung der Schweißparameter und gibt Aufschluss über die Qualität der Verbindung. Eine Überprüfung der Schweißlinse wird oftmals durch eine gezielte stichprobenartige Zerstörung von Bauteilen durchgeführt. Eine Alternative bietet unser NUGGETIndex. Dieser stellt eine zerstörungsfreie Korrelation zwischen Punkt und seinem Durchmesser her.
|
BERATUNG, VERKAUF UND SCHULUNG Wir beraten Sie gern bei der Auswahl passender Lösungen für Ihre individuellen Schweißaufgaben und informieren Sie über unser Schulungsportfolio. |

Matuschek Meßtechnik GmbH
Werner-Heisenberg-Str. 14
52477 Alsdorf
Deutschland